1. Stainless steel square tube polishing machine square polishing machine tube is suitable for polishing various metal surface of square and rectangular cross-section. The whole machine consists of fo...
1. Stainless steel square tube polishing machine
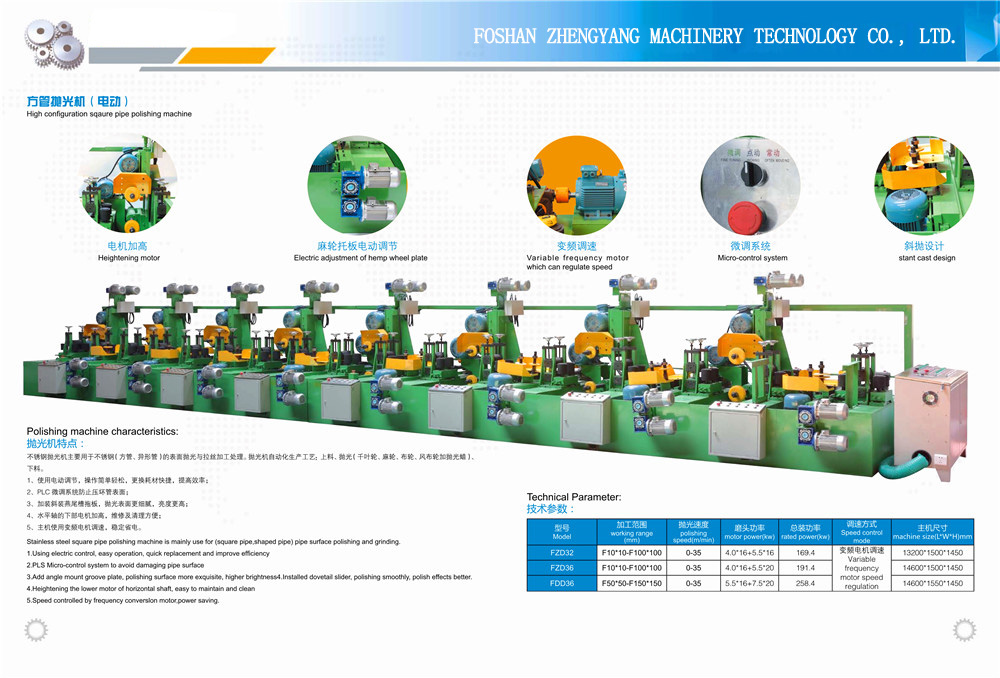
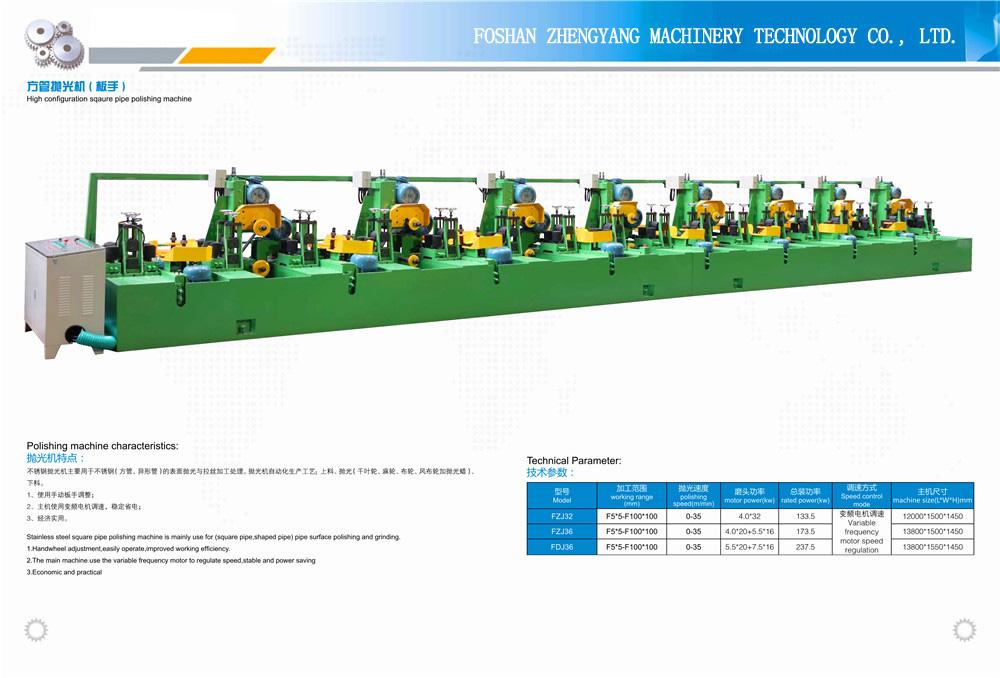
The square polishing machine tube is suitable for polishing the exterior surfaces of various metals on square and rectangular sections. The whole machine consists of four parts: polishing machine, feeding device, discharging device and control system. The square tube polishing machine can be divided into basic polishing machine and high-matching square tube polishing machine according to the range and configuration of the throwing tube. According to the number of polishing heads, they are divided into 28 heads, 32 heads and 36 heads polisher. After polishing, the surface roughness can reach 500#-700#.
2. Automated production process
It is manufactured by automatic feeding, polishing (1000 impellers, linen wheel, cloth wheel, wind cloth wheel) plus polishing wax, feeding and other processes. Because the polishing technology of stainless steel polishing machine is mature, it has been widely applied in decoration industry. (one is: saving time / simple technology, two are: good quality / high brightness, three: less pollution.) Easy to operate, high quality, reasonable price, in line with the quality requirements of domestic and foreign markets, to make high quality, high brightness of the square tube.
3. Device parameters
Model | metF500 | met650 | metF750 | metF850 | metF1100 | metF1350 |
Working board width | 460 | 620 | 720 | 820 | 950 | 1300 |
Working plate thickness | 0.1-2.0 | 0.1-2.0 | 0.1-2.0 | 0.1-2.0 | 0.2-2.5 | 0.2-2.5 |
Number of common bars | 10-20 | 10-20 | 10-20 | 10-20 | 10-20 | 10-20 |
Rated total power | 33 | 33 | 33 | 37 | 37-45 | 37-45 |
Splitting velocity | 0-100 | 0-100 | 0-100 | 0-100 | 0-70 | 0-70 |
Weight of retractable coil | 5 | 5 | 5 | 6 | 8.5 | 10 |
Space space | 4X15 | 4X16 | 4X18 | 4X18 | 6X22 | 6X22 |
Working board width | 460 | 620 | 720 | 820 | 950 | 1300 |
Operating procedures
1.1 in order to better ensure the normal operation of the equipment, effective guarantee of smooth production, meet product requirements.
1.2 effective maintenance of equipment.
1.3 write reasonable operation instructions to ensure the production plan and product quality requirements are reached.
2, the scope of use
Production of welded pipe: polishing department.
3, detailed rules
3.1 ensure the effective cleaning of equipment and record of cleanliness during shift.
3.2 accurately control the operation of the machine before shift and coordinate with normal production. Pay attention to whether the electric switch is open or not.
4, boot:
4 before starting, according to the lubrication requirements, injecting different lubricants to the parts where the lubricating oil is required to be injected.
4.1 first check whether the electrical switches are in the 0 position, then turn on the power supply.
4.2 Check whether the mechanical parts are normal or not. If there are abnormal phenomena, they should be checked and eliminated in time so as to avoid the occurrence of mechanical equipment accidents.
4.3 Let the motor run empty for 2-3 minutes before going to work every morning. Operators are not allowed to leave the machine tool and do other irrelevant things when starting the machine.
4.4 it is strictly prohibited to wear gloves to boot, long sleeved clothes must wear hand sleeves, and long hair must wear a hat.
4.5 do not wipe the rotating parts when starting.
4.6 correct adjustment of abrasive tools, not vigorously press down, in place.
4.7 during the operation, you are not allowed to leave the machine tool. You are not allowed to do other irrelevant things, and pay attention to whether the welds are normal.
4.8 polishing personnel should first adjust the machine platform, try one, whether it is qualified or not, and make sure that it is normal after production. Check the quality of the tube, whether the smoothness is not enough, whether there are scratches, whether the polished tube will be deformed and so on, once found, immediately stop processing. Never walk away. We should cooperate with the QC inspector and do the work well.
4.9 polishing work should pay attention to the normal operation of the dust removal equipment and the sanitation of the site. Cigarette butts should not be thrown away. We should pay attention to saving consumables, waxing and making less. It is strictly forbidden to put wax on the rubber wheel for consumption. Hemp wheel and cloth wheel should be used to minimize cost. The linen wheel, cloth wheel and wax head that can not be used should be centralized and standardized. Used blades and parallel belts can not be discarded at will.
4.10 If abnormal phenomena are found in operation, such as smoke, burning odor, sudden fuse burning, sudden extinguishment of indicator lights and timely switching off the power switch to be checked out, then turn on operation after troubleshooting.
5. Shutdown
5.1 shut down the power while waiting for the welder to stop.
5.2 clean the gauges carefully with clean cotton cloth, place them in the box and put them into the toolbox.
5.3 clean up all the fixtures and fixtures on the machine tools and classify them into the toolbox.
6, on-site finishing or handover.
6.1 clean the surrounding 1 meters of equipment within 20 minutes before each shift, including the corresponding window sill.
6.2 clean the floor and the bottom of the machine tool and wipe the whole equipment clean.
6.3 pull the scrap stainless steel pipe out of the designated location.
6.4 polish the production record and fill in the production process card. It is strictly prohibited to copy the record of the previous working procedure, which results in the quantity of products inconsistent. Clean up regional hygiene at work. After taking over the posts, the staff can leave after they have handed in relevant production matters and tasks.